How does manufacturing hardware impact strategy and risk?
The impact of hardware on business strategy is multifaceted. The hardware must be very well designed and acceptable to the marketplace from a visual perspective and engineered to the quality standards of the market and price point. Achieving the correct price point is an essential part of the strategic plan. Forecasting is always tricky and must be balanced against cost-effective production runs. Small runs are inefficient and large runs without the demand tie up resources, especially cash.
I’ve manufactured in the USA and outsourced in Mexico and China. The make it yourself and outsource it models (USA or overseas) are very different. The supply chain risks are very different, and in the outsourced model many risks are ameliorated, but control of IP, delivery time, quality, and other factors are less certain. The translation of your design to a finished product in an outsourced model is also tricky and risky. You may get something just different enough to affect the demand for the product. Under the make it yourself model, a whole host of manufacturing strategies, tactics and daily issues must be addressed. The investment required in capital expenditures (Cap X) such as machinery, tooling, and the physical plant is daunting for anyone other than an experienced player. Add to this the staffing and building a supply chain is intense and expensive. Thus, your capital raise needs to be larger and earlier. Many hardware products must address product lifecycle, commoditization, and declining margins with innovation, therefore paying very careful attention to your clientele is extremely important. Outdated inventory is always a risk. While leading The Corporation for Manufacturing Excellence (Manex), I address all these issues and concerns with clients on a regular basis.
What are your recommendations for raising money from venture capitalists or other sources of funds, and how would you approach this with a small hardware startup?
In terms of the financial impact, hardware manufacturing is a cash-intensive business and having a solid accounts receivable (AR)/Inventory line from a bank or alternative lender is essential. I mention alternative lenders because if you are a start-up or a company with poor/weak financials and are not bankable, these alternative lenders can be your lifeblood for a few years. The AR/Inventory model is simple. Generally, the lending is 40% of your finished inventory and 80% of your AR on a monthly basis. This allows you to build, bill and get paid. In a pure start-up phase, the burn rate must be covered by the founder or the founder’s investment team because nothing is being mass produced or sold. The likelihood of venture capitalists (VC) financing at the un-bankable and startup phase is slim. Most hardware VC plays are Trojan horses for software. The equation is generally thought of as Hardware + Software = Less Commoditization according to Tech Crunch (think FitBit or Nest in terms of connected hardware).
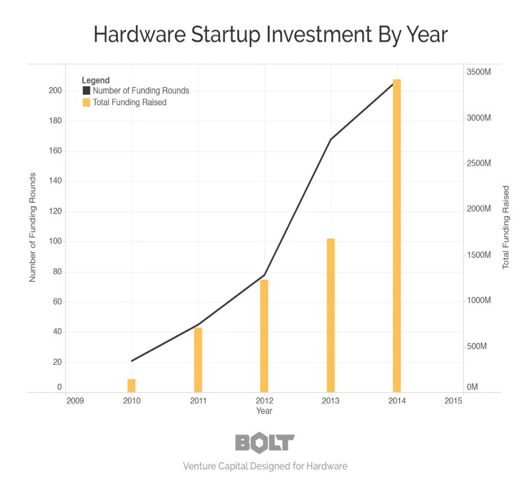
However, according to Tech Crunch, “while many angels and VCs are still skittish about hardware startups, there has been a massive renaissance in the hardware funding-ecosystem over the last few years. Since 2010, venture capital investment in hardware startups is up more than 30x.” The list includes hardware-only VCs, hardware-friendly micro VCs, and hardware-friendly traditional VCs.
According to the same article, there are about 110 hardware-funded companies in the Bay Area who have publicly raised $1 million or more. These include Small Things, Go Pro, Fit Bit, Oculus, Dropcom, and Nest.
Who are the hardware investing venture firms that should be approached?
- Kholsla Ventures
- First Round
- True Ventures
- Shasta Ventures
- Google Ventures
- NEA
- Founder Collective
- Foundry Group
- SOSV Accelerator
- Andreesen Horowitz
- Felicis Ventures
- SKVentures
- Promus Ventures
- Queens Bridge Venture Partners
- Box Group
- Collaborative Fund
- Frontier Tech Ventures
- Grishin Robotics
- Playground
- Bolt
- Root Ventures
- Eclipse
- Hardware Club (Paris)
- A16Z
- Lux Capital
- Lemnos Labs

Scaling from small to large? What do you advise based on your experience?
Design for manufacture (DFM), which is the process of designing or engineering a product to reduce its manufacturing costs, allows you to fix potential problems in the design phase (the least expensive phase to address them). This is a critical step to ensure not only the ability to make a product concept but also to scale it. DFM will consider things like supply chain, reliability, and cost. It is important to get things right out of the gate in terms of the design efficiencies, manufacturing efficiencies, and the post-sales service. Think in terms of the presales, sales, post-sales cycle costing as well as the overall life cycle of a product or SKU. If you are turning a six-month cycle or twelve-month cycle time, cost, and innovation will be critical. If you are turning a thirty-six month or longer cycle, those things don’t go away, but you have the added burden of the durability of design added to lower your post-sales costs of service and to enhance long-term branding. Build in the upfront costs of an ISO qualified quality system for reduced total lifecycle costs. Design flaws, and or quality system issues will also scale if you do not invest in these upfront.
Throwing expensive and hasty solutions on manufacturing design and scale issues in order to meet demand could cost you your business. Recently I ordered an expensive “handshake” vertical mouse for a more ergonomic computer set up. Once I looked at the product, installed it and later it failed, I realized how expense was not considered in design. It had multiple colors and surfaces to assemble, the packaging was large and inefficient. The replacement model was $60 cheaper, had the wireless USB adaptor shipped in the bottom of the mouse, and the mouse itself was one color with two main pieces along with the thumbwheel and other controls. That was it, and that’s why it was $29, and it has not failed. Two of the largest cash risks for hardware start-ups are start-up costs, and outsourcing costs and issues, including your supply chain.
In summary, doing it right at every step is crucial.
- Understand the market.
- Design for manufacturing (scale, cost, reliability).
- Plan for Cap X expenses if doing it yourself. Double that estimate.
- Plan for extensive supplier vetting.
- If outsourcing, plan for extensive vetting and qualifying. Do not use local consultants in the Second World or Third World due to corruption issues. Trust me. Have your employees do it or do it yourself.
- Plan for “seasoning” the foreign plant. This could be a 1- to 3-year process depending on skill sets and vertical.
- Plan for your operating expenses and cash flow. Understand your sell-buy models and make sure they are not overly rosy. Add 20% to your worst case. Bank it if you can but have it on hand.
- Sell harder than you imagined.
- Service even harder; build a robust reverse logistics function.
- Close it out smartly before moving on to versions 2 and 3. Your first inventory mark down is the cheapest. Liquidate it quickly.
About Gene Russell
Gene Russell is President and CEO of Manex and has over 30 years of senior executive strategic planning, operational management, and consulting experience in the manufacturing and technology sectors. With his extensive knowledge of manufacturing operations, he has developed and implemented key strategic initiatives for companies, allowing them to improve performance and achieve profitable growth. He can be reached at grussell@manexconsulting.com.


